■導光体・プリズム
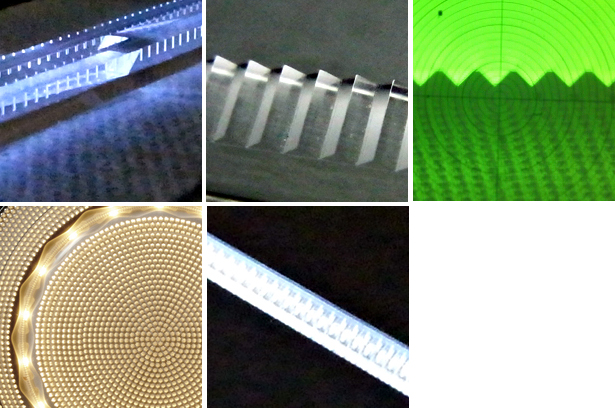
導光体・プリズムの試作は金型⇒成型が必要とされます。 また、小さなピッチのプリズムアレイ等は熱転写方式が一般的です。 それらの方法はイニシャルコストが掛かります。 一度、当社に相談してみませんか?
試作品1ヶでしたら、単結晶ダイヤモンド工具によるダイレクトカットで高精度な光部品の製作も可能です。